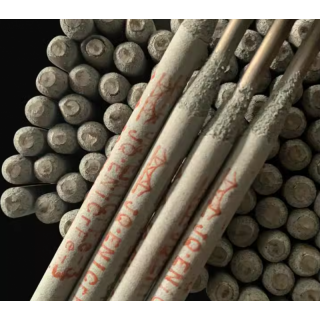
D337耐磨堆焊焊条
GB/T 984 EDRCrW-15
用途:
适用于铸钢或锻钢锻模的堆焊或修复。
特性:
低氢钠型药皮的CrW型热锻模堆焊焊条。
电源极性:
直流反接(DC+)
熔敷金属化学成分(%)
| 试验项目 |
C |
Cr |
W |
S |
P |
其他元素总量 |
| GB/T标准 |
0.25~0.55 |
2.00~3.50 |
7.00~10.00 |
≤0.035 |
≤0.040 |
≤1.00 |
| 例值 |
0.35 |
2.65 |
8.50 |
0.010 |
0.015 |
—— |
堆焊金属硬度(焊后空冷)
| 试验项目 |
HRC(4层以上) |
| GB/T标准 |
≥48 |
参考电流
| 焊条规格(mm) |
Φ3.2 |
Φ4.0 |
Φ5.0 |
| 焊接电流(A) |
90~130 |
120~170 |
160~210 |
焊接工艺要点:
1.烘干要求:焊前焊条须经300~350℃保温1h,随烘随用。
2.堆焊件预热温度300℃以上,焊后缓冷。
哔哥哔特电子元器件产品库会员清河县点固焊接材料有限公司为您提供D337耐磨焊条EDRCrW-15热锻模堆焊焊条详细产品信息介绍,如D337耐磨焊条EDRCrW-15热锻模堆焊焊条详细参数、批发价格、图片、质量认证等方面。在联系该企业时,请说明是在哔哥哔特电子元器件产品库看到的。