
JQ·SAl1070铝焊丝ER1070纯铝焊丝 铜、铝材料

公司基本资料信息






推荐产品

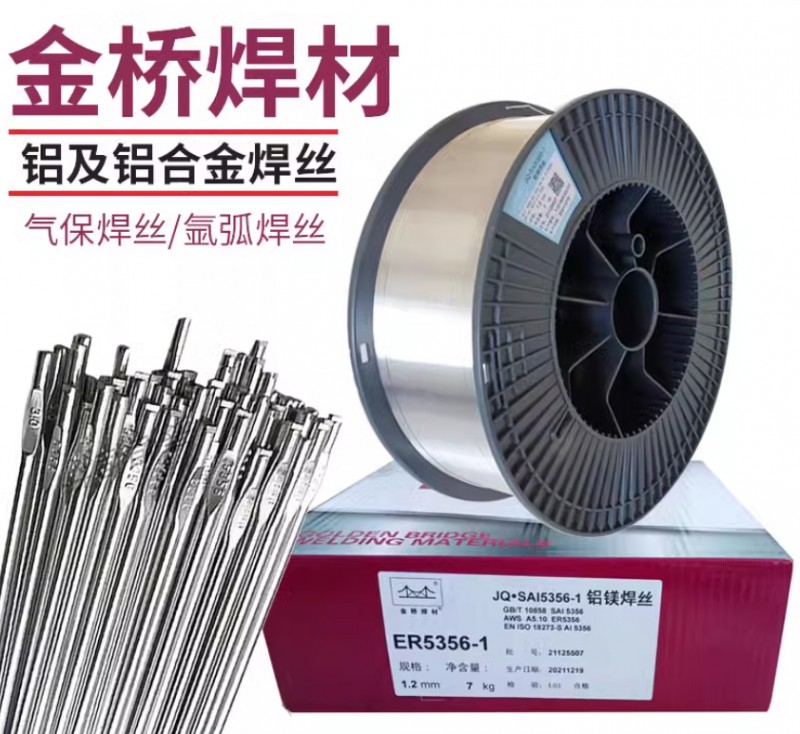
JQ·SAl1070铝焊丝
GB/T 10858 SAl 1070 AWS A5.10 ER1070/R 1070 ISO 18273-S Al 1070
用途:
适用于纯铝或含少量合金元素铝合金的焊接;常见应用于铁路机车、电力、化学、食品等领域。
特性:
纯铝焊丝,Al含量≥99.70%;焊接工艺性能优良,电弧稳定、飞溅小,焊缝成型美观光亮。焊丝特点:1. 焊缝金属具有优越的导电性、导热性和极好的可加工性;2. 具有良好的抗化学腐蚀能力和抗裂性;3. 经阳极化处理后,具有优良的颜色配比性。
电源极性:
MIG-直流反接(DC+),TIG-交流(AC)
保护气体:
100%Ar
焊丝化学成分(%)
| 试验项目 | Si | Fe | Cu | Mn | Mg | Zn | V | Ti | Al | Be | 其他元素总量 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| GB/T标准 | ≤0.20 | ≤0.25 | ≤0.04 | ≤0.03 | ≤0.03 | ≤0.04 | ≤0.05 | ≤0.03 | ≥99.70 | ≤0.0003 | 单个≤0.03 |
| 例值 | 0.06 | 0.08 | 0.006 | 0.003 | 0.005 | 0.001 | 0.005 | 0.008 | 余量 | 0.0001 | -- |
焊接位置
 |
 |
 |
 |
 |
 |
|---|
参考电流:
|
TIG |
||||
|
焊丝规格(mm) |
Φ1.6~Φ2.0 |
Φ2.0~Φ3.0 |
Φ3.0~Φ4.0 |
Φ4.0~Φ5.0 |
|
焊接电流(A) |
50~180 |
80~200 |
140~240 |
220~320 |
|
MIG |
||||
|
焊丝规格(mm) |
Φ0.8~Φ1.2 |
Φ1.2~Φ2.0 |
||
|
焊接电流(A) |
50~190 |
130~290 |
||
焊接工艺要点:
1.氧乙炔气焊时必须配铝气焊熔剂共同使用。
哔哥哔特电子元器件产品库会员清河县点固焊接材料有限公司为您提供JQ·SAl1070铝焊丝ER1070纯铝焊丝详细产品信息介绍,如JQ·SAl1070铝焊丝ER1070纯铝焊丝详细参数、批发价格、图片、质量认证等方面。在联系该企业时,请说明是在哔哥哔特电子元器件产品库看到的。
- 评论
- 共0条
产品二维码

产品排行
-
- ENiCrMo-4镍基焊条C-276焊条
-
- 0.00
- 人气:2
-
- ENiCrMo-3镍基焊条Ni6625焊条
-
- 0.00
- 人气:2
-
- ENiCrMo-6镍基焊条ENi6620焊条
-
- 0.00
- 人气:2
-
- ENiCrMo-1镍基焊条 镍基合金焊条
-
- 0.00
- 人气:2
-
- ENiCrCoMo-1镍基焊条ENi6117焊条
-
- 0.00
- 人气:2
