
THJ506Fe碳钢焊条 J506Fe焊条 直径 Φ2.5~mm 直径 Φ2.5~Φ5.0mm 助焊剂含量 90% 锡条/锡丝


公司基本资料信息








- 直径: Φ2.5-Φ5.0mm
- 助焊剂含量:90%
- 熔点:250-350℃℃
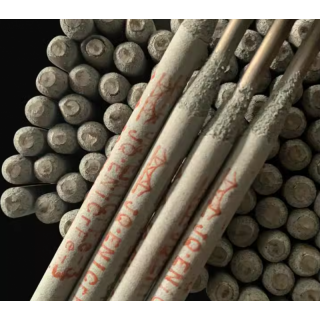
THJ506Fe碳钢焊条
GB/T 5117 E5018 AWS A5.1 E7018 ISO 2560-B-E 49 18 A
用途:
适用于碳钢和低合金钢重要结构的高效率的焊接,如16Mn等。
特性:
低氢钾铁粉型药皮的碳钢焊条,焊接工艺性能良好,电弧稳定,飞溅少,脱渣容易,熔敷效率高,熔敷金属力学性能良好。
电源极性:
交流、直流反接(AC、DC+),推荐使用直流反接。
熔敷金属化学成分(%)
| 试验项目 | C | Mn | Si | P | S | Ni | Cr | Mo | V |
|---|---|---|---|---|---|---|---|---|---|
| GB/T标准 | ≤0.15 | ≤1.60 | ≤0.90 | ≤0.035 | ≤0.035 | ≤0.30 | ≤0.20 | ≤0.30 | ≤0.08 |
| 例值 | 0.077 | 1.07 | 0.54 | 0.014 | 0.005 | 0.011 | 0.028 | 0.007 | 0.006 |
熔敷金属力学性能
| 试验项目 | Rm(MPa) | ReL(MPa) | A(%) | KV2(J)-30℃ |
|---|---|---|---|---|
| GB/T标准 | ≥490 | ≥400 | ≥20 | ≥27 |
| 例值 | 550 | 455 | 32 | 156 |
焊接位置
 |
 |
 |
 |
 |
|---|
参考电流
|
焊条规格(mm) |
Φ2.5 |
Φ3.2 |
Φ4.0 |
Φ5.0 |
|
|
焊接电流(A) |
平焊、横焊 |
70~100 |
90~140 |
140~180 |
170~230 |
|
立焊、仰焊 |
70~90 |
90~120 |
130~160 |
-- |
|
焊接工艺要点:
1.烘干要求:焊前焊条须经350℃保温1h,随烘随用。
2.焊接时采用短弧操作,以窄焊道为宜。
哔哥哔特电子元器件产品库会员清河县点固焊接材料有限公司为您提供THJ506Fe碳钢焊条 J506Fe焊条 直径 Φ2.5~mm 直径 Φ2.5~Φ5.0mm 助焊剂含量 90%详细产品信息介绍,如THJ506Fe碳钢焊条 J506Fe焊条 直径 Φ2.5~mm 直径 Φ2.5~Φ5.0mm 助焊剂含量 90%详细参数、批发价格、图片、质量认证等方面。在联系该企业时,请说明是在哔哥哔特电子元器件产品库看到的。
- 评论
- 共0条
产品二维码

产品排行
-
- ENiCrMo-4镍基焊条C-276焊条
-
- 0.00
- 人气:2
-
- ENiCrMo-3镍基焊条Ni6625焊条
-
- 0.00
- 人气:2
-
- ENiCrMo-6镍基焊条ENi6620焊条
-
- 0.00
- 人气:2
-
- ENiCrMo-1镍基焊条 镍基合金焊条
-
- 0.00
- 人气:2
-
- ENiCrCoMo-1镍基焊条ENi6117焊条
-
- 0.00
- 人气:2
